发布时间:2015-05-28 17:09:44 您是第 0 位浏览者
1、压机结构:
1.1、微粉布料系统:包括打磨机,布料器,控制电器,格栅
1.2、压机系统:主要由油压站,主体框架,油箱,主油缸,上冲粱,顶模器,喂料器,液压控制系统和电器控制系统组成。
1.3、模具系统:模具总成,模芯,磁吸板,电控系统。
2、模具设计:
2.1、模具的间隙S=H/1000(mm)
式中:S-模具的双边间隙(mm).单边间隙为s/2
H-瓷坯的尺寸(mm)
2.2、模具表面光洁亮,对模衬进行抛光处理,可以显著提高模具使用寿命,并且减少砖坯的烂边现象。
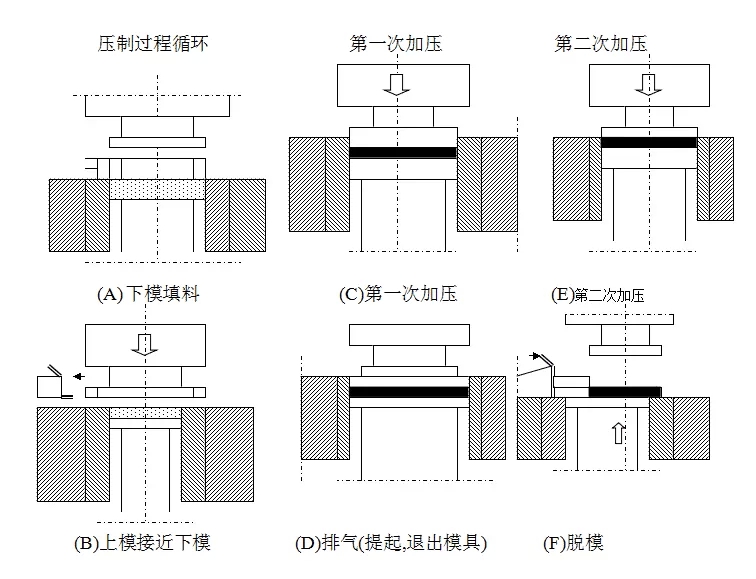
3、压制过程
3.1、成形时,粉料由压机顶的中转料斗落下,经喂料车布入模腔。
3.2、上模芯在液压作用下进入模腔,上模芯第一次进入模芯时要小
心操作,控制下降的速度和距离,以便粉料排气。
3.3、随后上模芯稍微提升或者松开,进行排气。
3.4、接着,上模芯一次或者多次的律动以进行实际压制阶段;在此阶段,成形压力是以渐增的方式施加,使得生坯达到足够的抗折强度和良好的致密度。
3.5、压制过程的最后阶段,包括上模芯的提升动作和相连的脱模出坯动作,将压制好的生坯送出模具,同时向模腔再次填料.至此完成一个压制过程循环。
成型过程中,压机的整体调整,压机推料架的运动和设置,压机排气制度的设置等对成形缺陷有重大影响。